
The PID controller entry in Wikipedia highlights the beginning of proportional+integral+derivative control going all the way back to the 19th century:
PID controllers date to 1890s governor design.[2][3] PID controllers were subsequently developed in automatic ship steering. One of the earliest examples of a PID-type controller was developed by Elmer Sperry in 1911,[4] while the first published theoretical analysis of a PID controller was by Russian American engineer Nicolas Minorsky, (Minorsky 1922). Minorsky was designing automatic steering systems for the US Navy, and based his analysis on observations of a helmsman, noting the helmsman controlled the ship based not only on the current error, but also on past error as well as the current rate of change;[5] this was then made mathematical by Minorsky.[6] His goal was stability, not general control, which simplified the problem significantly. While proportional control provides stability against small disturbances, it was insufficient for dealing with a steady disturbance, notably a stiff gale (due to droop), which required adding the integral term. Finally, the derivative term was added to improve control.

Mark Coughran
Process Control Consultant
Mark has had much experience in offshore oil and gas production applications. One of the big challenges for control is the 3-phase production separator to manage the crude oil, produced water, and gas coming from the production wells. One challenge is that local control engineering experience is not typically common. Mark notes:
Resources are minimal since control is considered less of an issue. There is a safety and reliability engineer onsite, but the control engineer just visits occasionally.
Click to enlarge
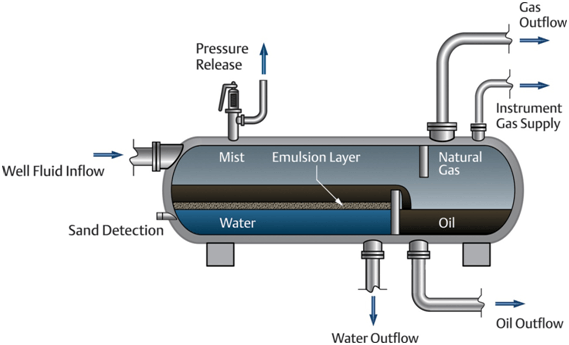
…phases must be kept separate in the streams to the downstream units.
There is water cleanup and treatment to dispose of locally or reuse. These vessels need inflow to be as steady as possible. You don’t want sheen on the water seen from the helicopter.
Mark further explains [hyperlinks added]:
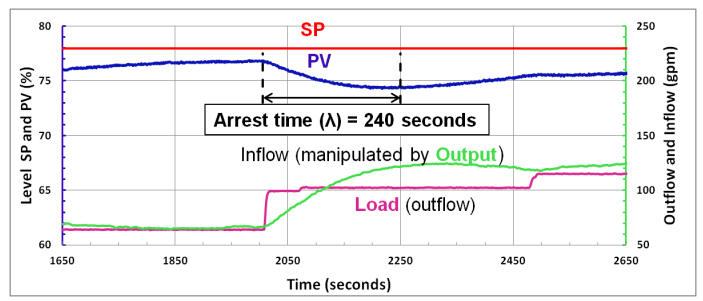
The objective here is to minimize the changes in flow to downstream units from level control. The lambda arrest time for integrating processes was computed to be 800 seconds based on stopping a level excursion before the alarm limit. It was remarkable how downstream unit operations settle down when the absorption of the variability in the flow of phases coming into the separator is maximized by lambda tuning using an intelligent arrest time.
Mark defines arrest time or Lambda in a whitepaper, Lambda Tuning—the Universal Method for PID Controllers in Process Control, as:
…the time for the PV to reach maximum deviation and begin returning to SP. After reaching steady state, there will be no oscillation.

Read the article for other tough challenges such as how to prevent loop interaction problems, stopping oscillations in cascaded loops, and continuous and batch-fed flow ratio control.
You can connect and interact with other process control experts and oil & gas experts in the Operate & Maintain and Oil and Gas groups in the Emerson Exchange 365 community.







