
A refinery produces many products, one of them petroleum coke. AFPM defines it:
Petroleum coke (petcoke) is one of many valued consumer products produced during the oil refining process. Crude oil is processed into gasoline, diesel fuel, jet fuel, lubricating oils and waxes, leaving some residual crude that usually undergoes additional processing. The crude residue may be further refined by a process known as coking to produce transportation fuels as well as petcoke, which has a variety of uses as an alternative, cost-effective fuel.
The history of petcoke goes back to the 19th century:
Petroleum coke was first made in the 1860s in the early oil refineries in Pennsylvania which boiled oil in small, iron distillation stills to recover kerosene, a much needed lamp oil. The stills were heated by wood or coal fires built underneath them, which over-heated and coked the oil near the bottom. After the distillation was completed, the still was allowed to cool and workmen could then dig out the coke and tar.[7]

A delayed coker is a type of coker whose process consists of heating a residual oil feed to its thermal cracking temperature in a furnace with multiple parallel passes. This cracks the heavy, long chain hydrocarbon molecules of the residual oil into coker gas oil and petroleum coke.[1][2][3]
From the same Wikipedia entry, you can see some of the complexity in this unit:

Switching between multiple coke drums is done to enable the fired heater and fractionation tower to run continuously. From a control strategy perspective, this switchover between coke drums is challenging. This switchover often involves operator intervention to make sure the switch and subsequent stripping, quenching, decoking, and preparation for the next switchover are performed smoothly.
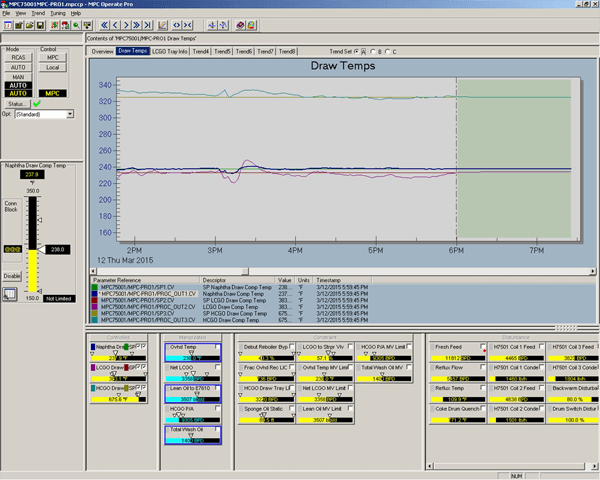
James was at a refinery commissioning the SmartProcess Fractionator application on the fractionator and delayed coker. This application is built on the DeltaV distributed system with PredictPro model predictive control (MPC) software.
Upon commissioning the MPC, James and the refinery operations staff watched it go through a drum switch operation that required no operator intervention. This very much impressed one of the most seasoned operators on site at the time.
James also shared what happened during the other major unit disturbance besides the drum switch—the backwarm step of the decoking phase of operations. The original MPC models did not initially address this disturbance very well. He created a “calculated backwarm disturbance” variable, determined the process models by analyzing the process dynamics from the previous night’s operation with the EnTech Toolkit and modified the MPC with the addition of this disturbance variable.
This addition worked beautifully. The light coker gas oil (LCGO) deviated no more than 10°F from target for about 25 minutes compared with 20°F without the MPC and close operator supervision. The heavy coker gas oil (HCGO) tray temp deviated less than 10°F and then came back to target within 45 minutes compared with a 50°F deviation for the duration of the backwarm (5-8 hours).
The operations staff gave the delayed coker unit some run-time to collect data in order to complete the tuning process. As part of James’ consultation he provided an operator training document for the operations staff to keep the advanced process control strategy operating effectively over time.
You can connect and interact with other advanced process control and refining professionals in the Improve & Modernize and Refining groups in the Emerson Exchange 365 community.



