
 In an Offshore Engineer article, Safety Instrumented Function loop ‘final element’ problems and solutions, Emerson’s Riyaz Ali describes the importance and ways to test the final control elements in these safety loops.
In an Offshore Engineer article, Safety Instrumented Function loop ‘final element’ problems and solutions, Emerson’s Riyaz Ali describes the importance and ways to test the final control elements in these safety loops.
He opens describing safety instrumented systems and safety instrumented functions:
A safety instrumented system (SIS) can be one or more safety instrumented functions (SIF). A SIF is designed to prevent or mitigate a hazardous event by taking a process to a tolerable risk level. A SIF is composed of a combination of logic solver(s), sensor(s), and final element(s).
The final element, such as an emergency shutdown valve or blow down isolation valve must be tested to make sure it will perform the correct safety function when called upon.
Riyaz describes the two ways failures generally occur:
- Nuisance or spurious trips, which can result in an unplanned process or plant shutdown. Although a spurious trip is safe for the plant and personnel, the financial impact due to lose production can be substantial.
- Covert or hidden failures remain undetected and permit normal process operation. This failure type is dangerous and contributes to the probability of the system failing on demand. Testing the SIF loop is therefore crucial in uncovering covert failures.
Full testing of these valves is typically performed during plant turnarounds. As the intervals between turnarounds have extended over time, ways to test these final elements while the process is operating are performed. Riyaz describes two types of online tests—mechanical limiting and partial stroke testing with digital valve controllers.
With mechanical limiting, the valve is prevented from going completely to its state—either fully open or closed. It moves enough to satisfy that it is not stuck from a long period of being in the same position. Riyaz explains the drawback with this method as:
…the unavailable safety shutdown function during the test period.
…enables the user to define a suitable online valve stroke value from 1% up to a maximum of 30% from its standby position to minimize the effect on the process… The test parameters are saved in the microprocessor non-volatile memory, minimizing mistakes and enabling consistent test results.
Digital valve controller can directly or indirectly control the safety valve:
The digital valve controller can perform the safety function, or the solenoid valve can perform the safety function and the digital valve controller be used for the partial valve stroke test and diagnostics only.
Riyaz notes that the more common form where the both the digital valve controller and solenoid operated valve (SOV) are used in the SIF.
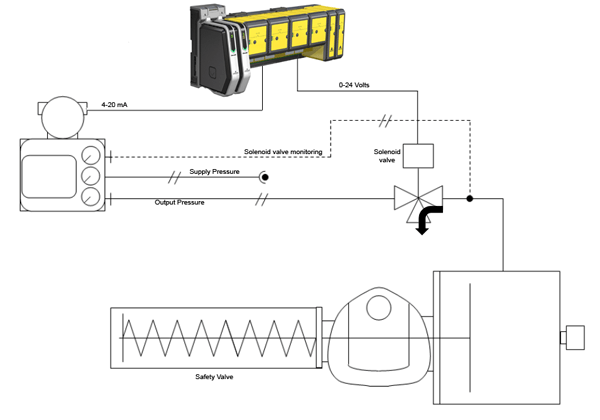
Advantages are that:
Both solenoid operated valve (SOV) and digital valve controller are powered separately. An advantage of this SIF loop compared to the previous example is the redundant shutdown path provided by the digital valve controller.
Riyaz concludes:
Digital valve controllers can perform safety functions, capture demand stroke time and are a great tool for partial valve stroke tests. Using these devices allows partial valve stroke tests to be scheduled as frequently as required and hidden failures such sticky movement and friction/torque changes due to process build up are easy to identify. In addition, the ability to monitor solenoid valve health has greatly improved safety loop diagnostics and reliability.
You can connect and interact with other safety experts in the Safety Instrumented Systems group in the Emerson Exchange 365 community.



